Spindle Technology – Good Vibrations
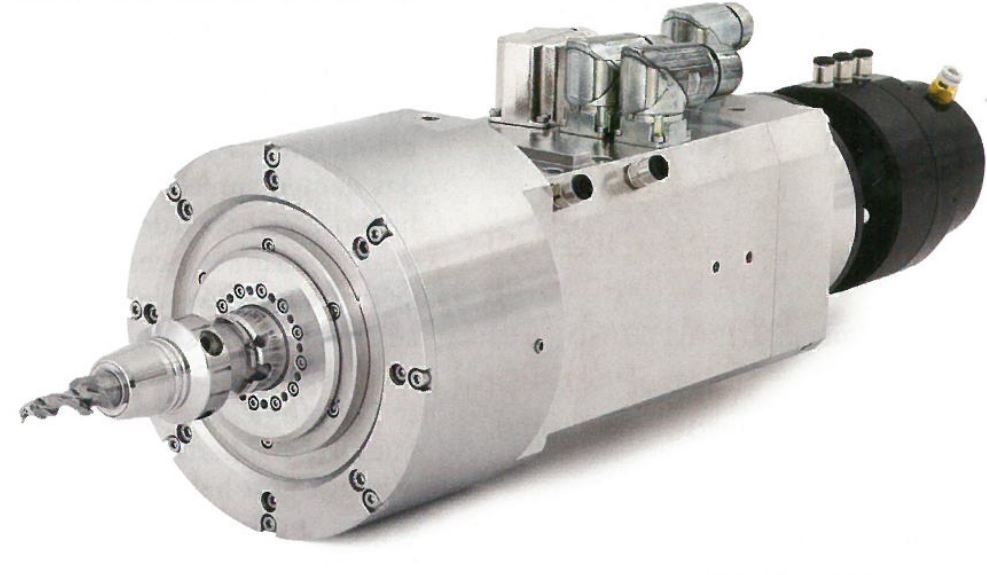
Vibration is generally a bad thing when machining. Controlled vibration, however, can deliver significant benefits in drilling. This is demonstrated by KEBA Industrial Automation and Heinz Fiege GmbH with their magnetic bearing spindle which can be deflected in a controlled way by the CNC control. Full article in NC-Fertigung 09/2016 by Gerhard Maier. The development of the new magnetic bearing drilling spindle with the HSK 32 tool interface was a logical move based on the spindle technology know-how of Heinz Fiege GmbH and the company’s years of experience in the industrial manufacture of magnetic bearings. A magnetic bearing spindle essentially holds the shaft in a suspended position. The major benefit of this is that it is not subject to any wear. The Fiege spindle, however, is now also capable of generating vibration. The suspended shaft can be deflected, and the frequency, amplitude and form of its vibration can be custom-programmed by way of the CNC control. This defined vibration can occur axially, in the low-frequency range from 20 to 200 Hz, as well as radially. In radial direction there is a 200 µm gap. The crucial factor is that only the shaft is moved, not the spindle.
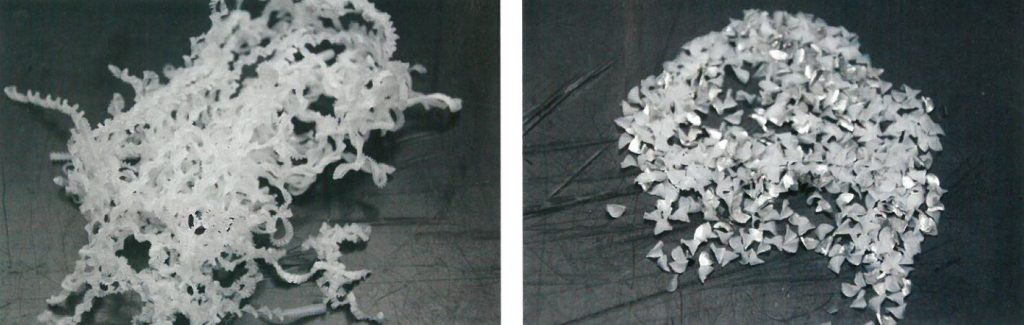
Less friction thanks to smaller chips Axially overlaid vibration, in addition to the feed motion of a drill, now offers the possibility to minimise and precisely define chip size. The smaller chips compared to long drilling chips reduce friction in the bore hole. This enables a much higher quality bore to be achieved, while also significantly reducing the processing temperature which extends the tool life. Consequently, Fiege claims that its new drilling spindle enables the chip size and shape, and the blade’s entry speed and angle, to be optimally adapted to the drilling process. An integrated sensor system makes it possible to record, evaluate and analyse key process parameters, such as cutting forces to determine drill bit wear, online. The sensor system also enables different material layers to be detected, meaning the process parameters can be adjusted accordingly within the process. Markus Dirscherl, Head of Global Industry Management – Machine Tools at LTI Motion: “It is an exactly defined vibration, which is repeated with a very high degree of precision. We have six degrees of freedom, meaning we can not only deflect the shaft, but also skew it. In vibration drilling, we centre the axis and apply a defined vibration axially, so producing exactly pre-defined chips which are all identical. We have subjected the drilling process to very detailed investigation. There is probably no one else in the world with such a profound understanding of the vibration-assisted drilling process as us”. LTI Motion claims to have developed a tool which enables key process parameters to be quickly identified. These include the entry speed of the tool, the radian measure, as well as the cutting depth – that is to say, all the information needed to optimise a drilling process. The company reports that the technique has been extensively tested on a wide variety of different materials, including titanium. “Conventional drilling methods produce long chips. The chip is placed under pressure, and compressed more and more. As a result, the chip rubs on the surface, generating heat. Our technique produces only small chips, which are not discharged by the swirl of the drill bit, but are blown out at extremely high speed. The only prerequisites for applying the technique are drills with integrated cooling ducts”, Markus Dirscherl explains. Depending on the processing method, air or MMS is then fed through the ducts. “Thanks to the short time for which the chip is in the drilling duct, no compression occurs, and there is no possibility of friction rubbing on the surface.” The manufacturer states that this technology might be particularly interesting for deep drilling applications. The lower process temperature permits the use of minimum lubrication instead of cooling emulsion. Use of PCD tools or other optimised tools (such as triple-bladed drills) is also possible in vibration-assisted drilling. This is claimed to deliver much higher feeding and cutting speeds, as well as extending tool life. In summary: From longer spindle life, through reduced cooling lubricant consumption, to improved cutting parameters, LTI Motion claims that significant cost-savings are possible. Integrated sensory material recognition Integrated sensory material recognition enables automatic adaptation of process parameters in composite processing. As a result, cutting parameters can be programmed that have less impact on the tool, as can automatic deburring at the drill exit. In composite processing, especially, the company reports that the magnetic bearing drilling spindle protects the structure in the drilling zone much more effectively than conventional methods. So it is a technique that is likely to be of great interest for applications in the aviation industry, for example, where combinations of different materials are increasingly being processed. LTI Motion claims that it is difficult to achieve productive, high-quality results with conventional drilling techniques in such applications, as long metal chips can damage the softer carbon fibre due to friction. It is difficult to assure specified bore hole tolerances by such means. By contrast, the company claims that vibration-assisted magnetic bearing spindle technology can achieve clearly defined, process-safe results. The spindle is available with a rotation speed of 18,000 rpm.
Contact:
KEBA Industrial Automation Gewerbestraße 5-9
35633 Lahnau, Germany